Двухстоечный автоматический ленточнопильный станок GELLER INDUSTRIAL 210 А
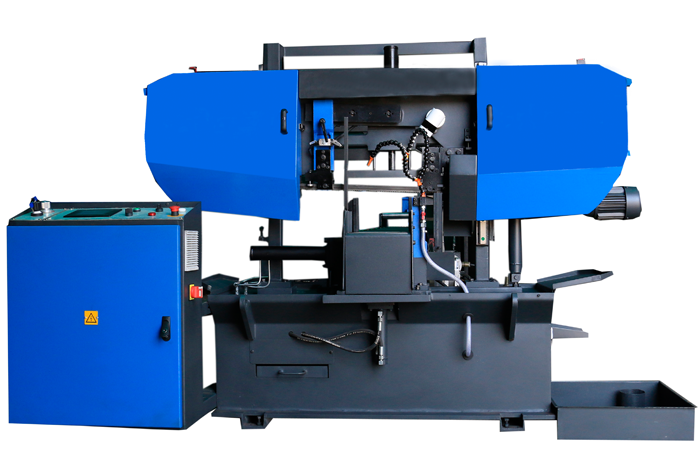


Двухстоечный автоматический ленточнопильный станок GELLER INDUSTRIAL 210 А предназначен для высокопроизводительной резки в автоматическом/полуавтоматическом режиме конструкционных, нержавеющих сталей, титановых сплавов и всех иных черных и цветных металлов диаметром до 210 мм в многосменных режимах металлургических заводов и металлообрабатывающих компаний. На станке могут применяться как биметаллические, так и твердосплавные полотна.
Использование инновационных технологий в станкостроительном производстве обеспечивает высокую точность реза с максимальной погрешностью ± 0,1 мм на 100 мм высоты (диаметра) заготовки. Возможность подбора оптимального режима резания заготовки позволяет увеличить износостойкость ленточного полотна, и, как следствие, быструю окупаемость оборудования.
 210 мм
210 мм 210 мм
210 мм 210х210 мм
210х210 мм 210х210 мм
210х210 мм
Жесткая, тяжёлая сварная конструкция станины станка успешно гасит вибрацию, возникающую при работе станка, повышая тем самым износостойкость инструмента. Толщина листа станины от 20 до 60 мм, в зависимости от габарита станка.

Колонны станка заполнены полимербетоном. Указанное решение приводит к минимизации вибрации в процессе резки и увеличению ресурса инструмента. На колоннах станка расположены четырехрядные линейные направляющие, обеспечивающие жесткую фиксацию пильной рамы.

Тяжелая, устойчивая к кручению сварная конструкция консоли станка, усиленная ребрами жесткости, успешно гасит вибрацию при работе станка. Станок оснащен системой регулировки скорости и усилия опускания консоли. Подъём и опускание консоли осуществляется с помощью одного гидроцилиндра.
В целях экономии времени реза, станок оснащен системой быстрого опускания консоли на заготовку в холостом режиме с помощью металлической штанги, контролирующей высоту заготовки, и концевика.

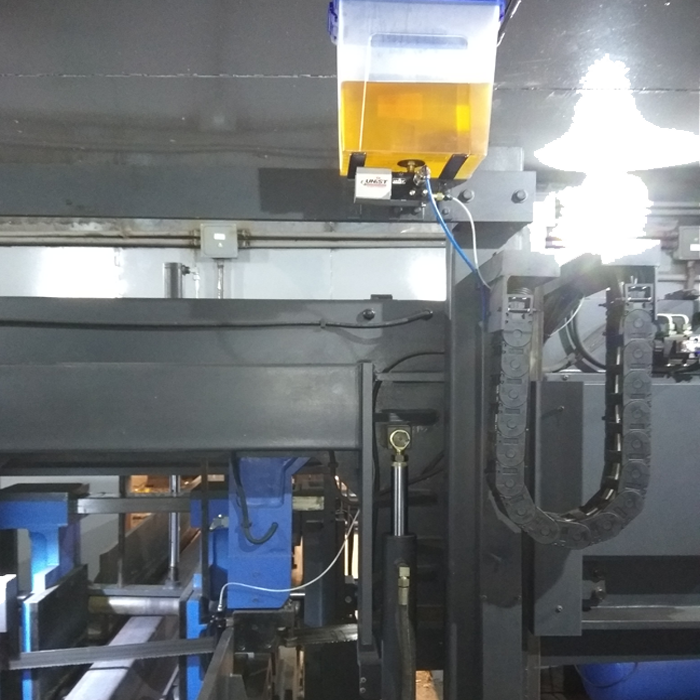
Станок оснащен гидравлической системой европейского производства. Объём бака гидравлики 80 л. Все элементы гидравлической системы являются стандартными и доступными для обслуживания и диагностики.
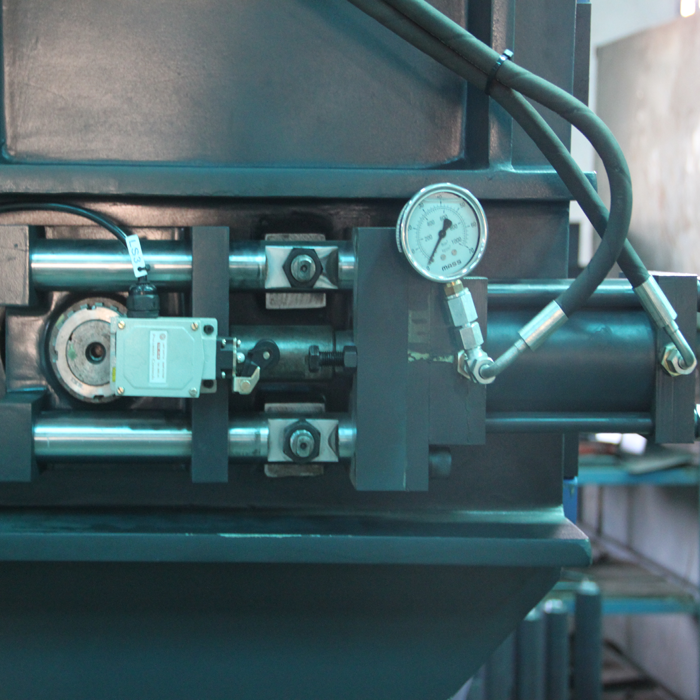
На станке используется гидравлическая система натяжения полотна, с автоматическим определением степени натяжения, что приводит к удобству и экономии времени при замене ленточного полотна одним оператором.
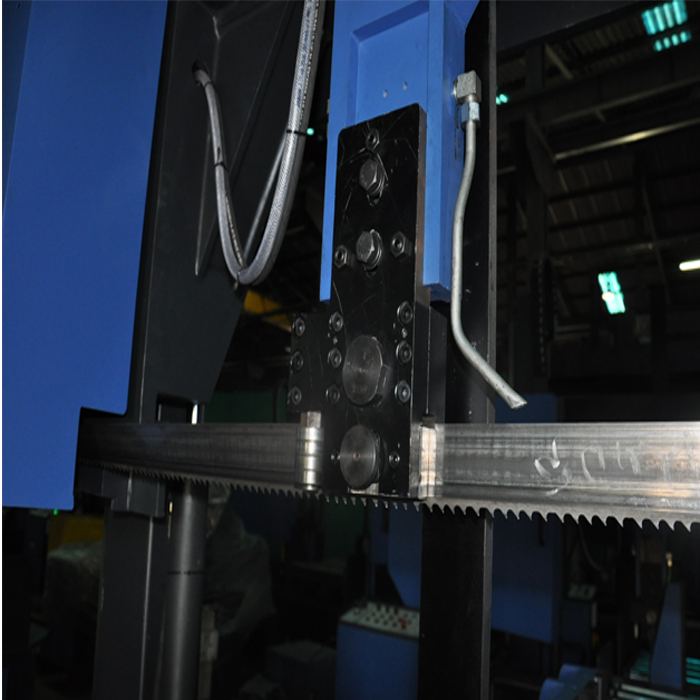
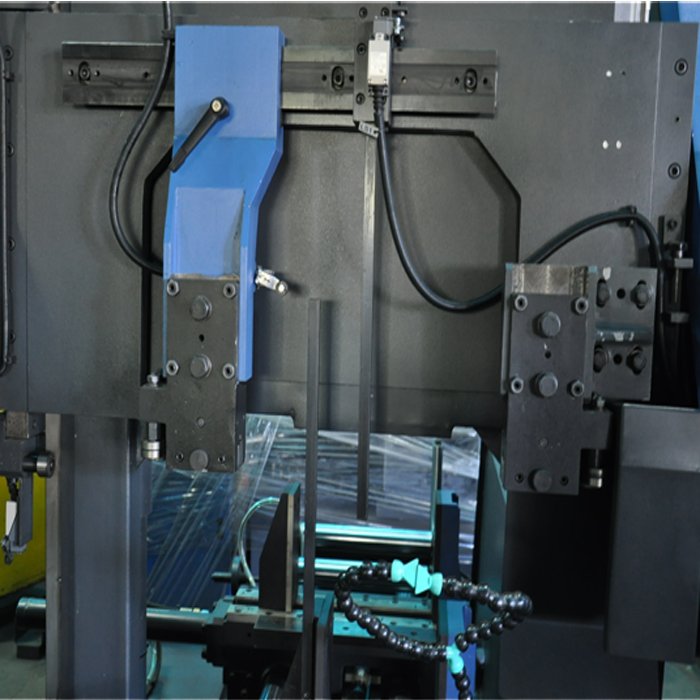
Фиксация ленточного полотна осуществляется при помощи блока твердосплавных направляющих и подшипников. Блок твердосплавных направляющих перемещается вручную в соответствии с габаритами заготовки с помощью литого «плеча».


Гидравлические тиски станка, изготовленные из литого чугуна, оптимально жестко зажимают заготовку в зоне резания. Одна щечка тисков неподвижна, вторая управляется с помощью гидравлического цилиндра.

Автоматические станки имеют подвижные тиски, которые позволяют подавать заготовку в зону резания на длину до 550 мм с точностью ±0,2 мм за один перехват.

Пульт управления располагается на электрическом шкафу станка. Команды подаются с помощью клавиш ЖК-дисплея контроллера XP-3 Omron (Япония) и прорезиненных кнопок. Контроллер русифицирован, и позволяет вести учет расхода полотна, отображать основные данные по режиму реза.
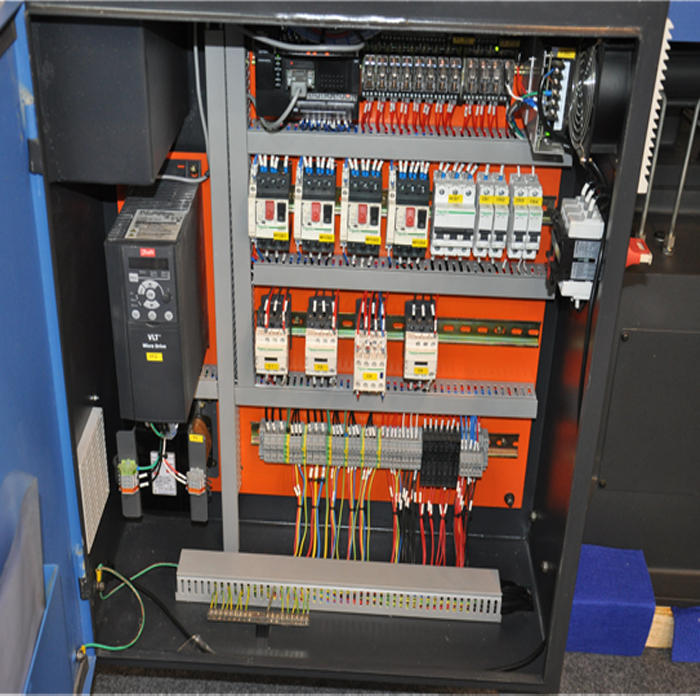
Электрический шкаф станка выполнен в соответствии со всеми условиями современных станкостроительных производств. Элементы электрического оборудования, включая частотные преобразователи и контроллер станка, отвечают всем требованиям безопасности электрического оборудования. Степень защиты электрошкафа - IP 54.
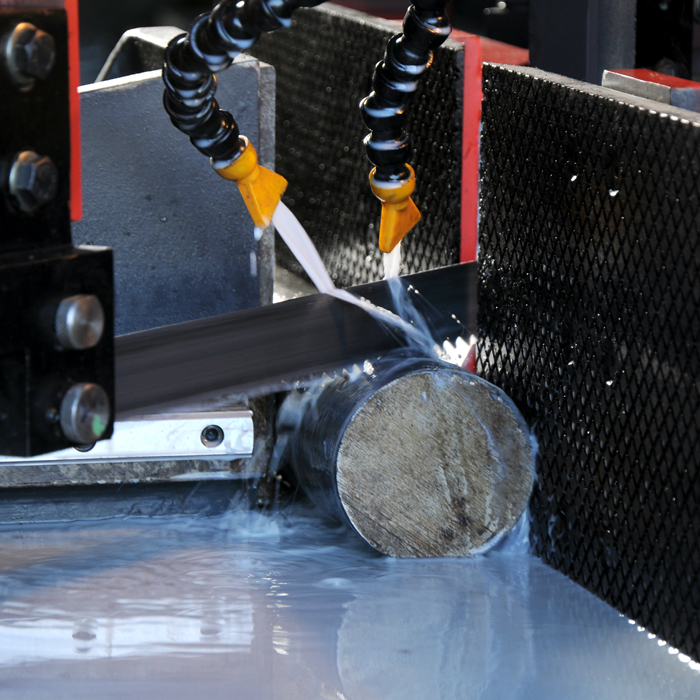
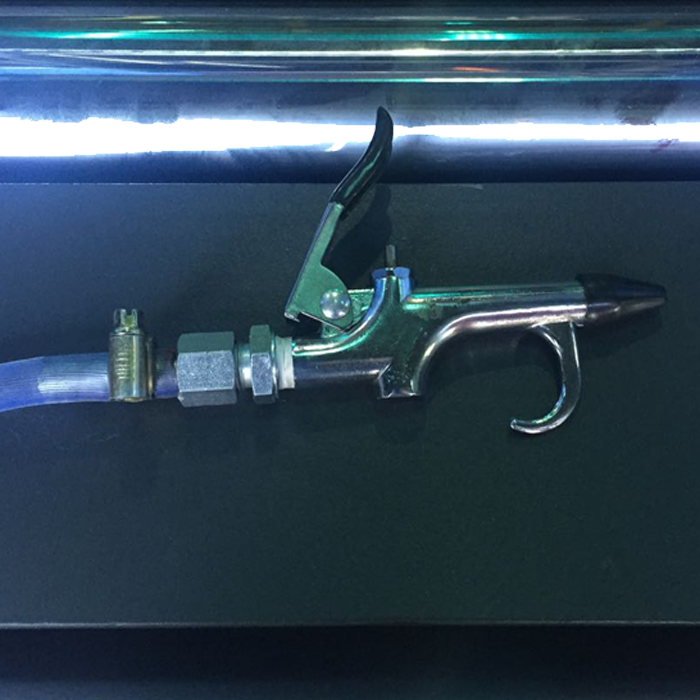
Подача СОЖ осуществляется из двух форсунок, расположенных над щечками тисков. СОЖ является оборотной и может использоваться многократно. Применяется концентрат водо-эмульсионной СОЖ, разбавленный водой в пропорции как правило 1/20 л.


Назначение опции: отмеривание заготовки на необходимую длину. Упор крепится на неподвижных тисках станка и позволяет отмерять заготовку на длину до 500 мм.

Предотвращает увод полотна от перпендикулярности. В случае отклонения на допустимую величину система управления подачей консоли уменьшит скорость подачи консоли. В случае продолжения отклонения от перпендикулярности выше заданных величин, консоль станка остановится.

Назначение опции: не допустить повреждение тонкостенных металлоконструкций из цветных металлов, обеспечив надежное крепление заготовки гидравлическими тисками. Используется в серийной резке тонкостенных (0,5 мм и менее) заготовок из цветных металлов.
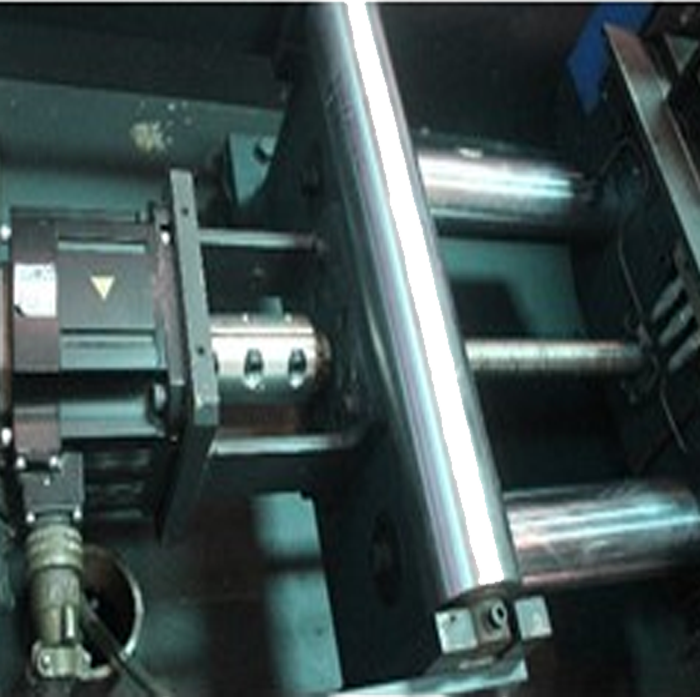
Назначение опции: решение задач по высокоточной резке. Подающие тиски станка оснащаются системой ШВП и сервоприводом, что обеспечивает точность подачи заготовки в зону резания с точностью ±0,05 мм.

Применяется при резке заготовок пакетом (несколько заготовок за одну установку). Верхний прижим фиксирует заготовки в вертикальном положении, зажимные тиски фиксируют заготовку в горизонтальном положении, чем обеспечивается надежная фиксация пакета заготовок.
Назначение: для равномерного смазывания полотна при резке профильных материалов из цветных металлов в случае, если использование стандартной оборотной СОЖ признается неэффективной из-за неравномерного смазывания инструмента и утечки СОЖ в профильные отверстия заготовок.

Назначение: удаление стружки из зоны станины станка. Данный конвейер имеет винтовую форму, оснащен отдельным электрическим приводом, и червячным мотор-редуктором. Управляется с жк-дисплея пульта управления станка.

Назначение: удаление негабаритных частей отрезанной заготовки (200х200 мм) из зоны резания. Конвейер имеет отдельный электромеханический привод, и прорезиненную ленту.

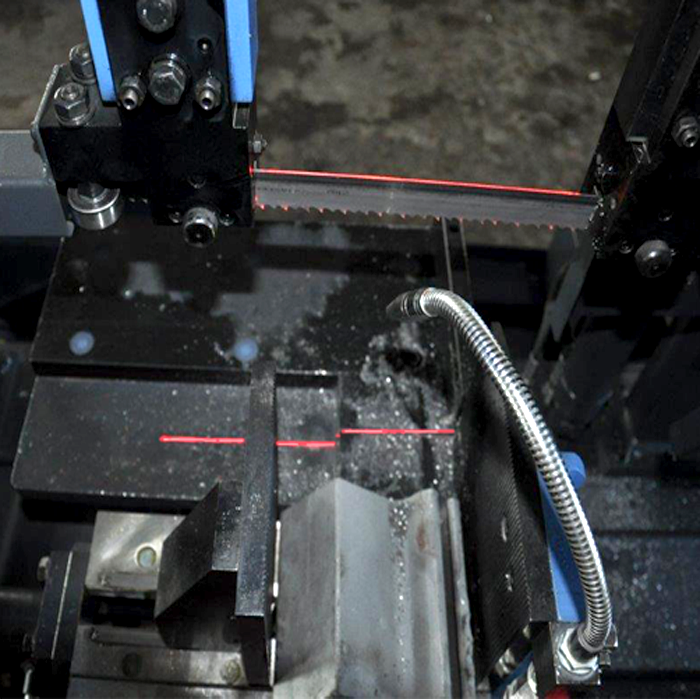
Назначение: проекция лазерной линии на заготовку для точного понимания оператором места работы ленточного полотна на заготовке. Используется для удобства работы оператора при выполнении сложных раскройных работ по вырезке деталей из заготовки.
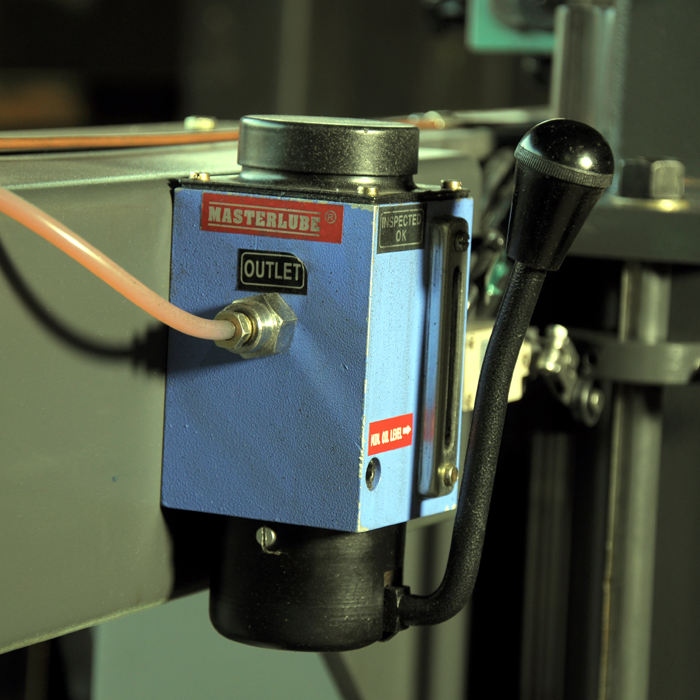
Назначение: смазка направляющих консоли. Используется при работе в производствах с повышенным загрязнением для удобства оператора. Увеличивает интервал между сервисными работами по обслуживанию направляющих станка.

Назначение: смазка направляющих подающих тисков станка. Используется при работе в производствах с повышенным загрязнением для удобства оператора. Увеличивает интервал между сервисными работами по обслуживанию направляющих станка.

Назначение: равномерная и жесткая подача консоли во врезание. Отображает скорость подачи консоли в мм/мин. Позволяет точно подбирать режимы резания. Применение: в случае, если планируется большой объем резки заготовок твердосплавными полотнами.

Опционно, для каждой из моделей станка GELLER можно установить планетарный редуктор. КПД такого редуктора увеличивается на 50 %. Может использоваться для обработки жаропрочных материалов с высоким содержанием никеля.

Назначение: устройство для перемещения заготовки в зону резания. Рольганги имеют различные модификации и подбираются в зависимости от особенностей заготовки и модели ленточнопильного станка.

Назначение: устройство для перемещения заготовки в зону резания при помощи вращающихся роликов поворачиваемых при помощи мотор-редуктора.
Назначение: предназначены для предварительного позиционирования заготовки на рольганге для корректной подачи в зону резания ленточнопильного станка.